alarizspb@gmail.com
+7 950 023 98 60
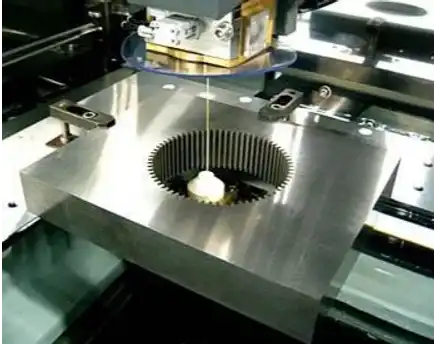
Электроэрозионная обработка и резка металла
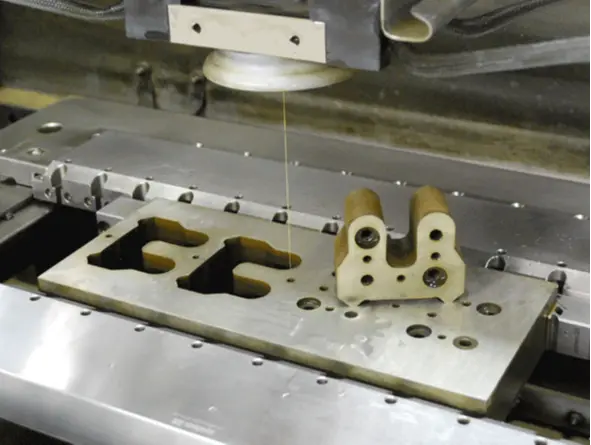
Электроэрозионная обработка (ЭЭО) — это процесс, при котором происходит контролируемое разрушение материала, который проводит ток. Это действие происходит за счет электрических разрядов между электродами. Разряд разъедает металл, тем самым выполняет операции по обработке металлического изделия.
Электроэрозионная резка позволяет изготавливать детали из металла самых различных конфигураций. Правильно подобрав форму электрода и рассчитав необходимое воздействие, можно получить детали высокой степени точности, до 0,01 мм.
Электроэрозионную резку следует применять для обработки точных сквозных контуров. Какой материл детали (сталь, титан, цветной металл) и какова его твердость, в принципе, большого значения для данного метода обработки не имеет, главное чтобы он был токопроводящим.





Хотелось бы выделить некоторые преимущества электроэрозионной обработки перед фрезерной:
1) Основное преимущество электроэрозионной обработки — независимость от твердости и вязкости обрабатываемого материала. При фрезерной обработке износ инструмента растет вместе с ростом твердости обрабатываемого материала. Если любой материал до твердости 40 HRC можно обрабатывать достаточно легко, то уже начиная с твердости 62-63 HRC наступает предел экономической эффективности фрезерной обработки.
2) Другим важным критерием сравнения является достигаемая точность и получаемое качество поверхности. Если при фрезерной высокоскоростной обработке точность находится в пределах 15…30 мкм, то при электроэрозионной она достигает 10…20 мкм у копировальной прошивки и 4,6 мкм у вырезки. Качество поверхности деталей получают Ra не хуже 0,2 мкм.
3) Геометрические параметры заготовок при изготовлении пресс-форм и штампов накладывают определенные ограничения на использование той или иной технологии. Например, внутренние радиусы заготовки, которую необходимо подвергнуть фрезерованию, зависят от диаметра фрезы. Хотя сегодня уже и выпускают стандартные фрезы диаметром 0,2 мм, отношение длина/диаметр (l/d) ограничивает производительность высокоскоростного фрезерования. С ростом этого отношения надежность фрезерования снижается, поскольку фреза начинает вибрировать. Только при отношении l/d до 3..5 (для разных материалов) можно рассчитывать на стабильность фрезерования. Указанное отношение отражается также и на глубине обрабатываемых полостей. При обработке глубоких пазов с филигранными углами границы эффективности высокоскоростного фрезерования резко сужаются. Поэтому при большой глубине полостей рекомендуется электроэрозионная обработка. Радиусы углов могут быть до 0,05 мм, а полости могут быть выполнены неограниченно глубокими.
Благодаря вышесказанным преимуществам электроэрозионной резки, данный метод незаменим в изготовлении штампов и пресс-форм. Но в современном штамповом производстве он занимает самую большую долю машинного времени не только потому, что большинство изделий имеют довольно сложную геометрическую форму, но и потому, что сам процесс протекает довольно медленно. И как следствие цена на такой вид обработки значительно выше, чем на фрезерование.
1) Основное преимущество электроэрозионной обработки — независимость от твердости и вязкости обрабатываемого материала. При фрезерной обработке износ инструмента растет вместе с ростом твердости обрабатываемого материала. Если любой материал до твердости 40 HRC можно обрабатывать достаточно легко, то уже начиная с твердости 62-63 HRC наступает предел экономической эффективности фрезерной обработки.
2) Другим важным критерием сравнения является достигаемая точность и получаемое качество поверхности. Если при фрезерной высокоскоростной обработке точность находится в пределах 15…30 мкм, то при электроэрозионной она достигает 10…20 мкм у копировальной прошивки и 4,6 мкм у вырезки. Качество поверхности деталей получают Ra не хуже 0,2 мкм.
3) Геометрические параметры заготовок при изготовлении пресс-форм и штампов накладывают определенные ограничения на использование той или иной технологии. Например, внутренние радиусы заготовки, которую необходимо подвергнуть фрезерованию, зависят от диаметра фрезы. Хотя сегодня уже и выпускают стандартные фрезы диаметром 0,2 мм, отношение длина/диаметр (l/d) ограничивает производительность высокоскоростного фрезерования. С ростом этого отношения надежность фрезерования снижается, поскольку фреза начинает вибрировать. Только при отношении l/d до 3..5 (для разных материалов) можно рассчитывать на стабильность фрезерования. Указанное отношение отражается также и на глубине обрабатываемых полостей. При обработке глубоких пазов с филигранными углами границы эффективности высокоскоростного фрезерования резко сужаются. Поэтому при большой глубине полостей рекомендуется электроэрозионная обработка. Радиусы углов могут быть до 0,05 мм, а полости могут быть выполнены неограниченно глубокими.
Благодаря вышесказанным преимуществам электроэрозионной резки, данный метод незаменим в изготовлении штампов и пресс-форм. Но в современном штамповом производстве он занимает самую большую долю машинного времени не только потому, что большинство изделий имеют довольно сложную геометрическую форму, но и потому, что сам процесс протекает довольно медленно. И как следствие цена на такой вид обработки значительно выше, чем на фрезерование.
Оставить заявку на электроэрозионную обработку металла
Оставьте контактные данные ниже и консультант свяжется с вами для уточнения деталей в течение 30 минут
Оставляя заявку, вы соглашаетесь на обработку персональных данных